Welcome: Energetic Industry Co., Ltd.
Language:
 ∷
∷

∷
 ∷
∷
Semi-finished products can be further processed to meet individual requirements and all materials are supplied stress-relieved. Depending on your finished component, materials and tolerances required, we can offer a comprehensive choice of finishing techniques.
▪ Energetic Stock Shapes-Cutting
▪ Energetic Stock Shapes-Grinding
▪ Energeticr Stock Shapes-Planing
▪ Energetic Stock Shapes-Annealing
The introduction of the material machining process:
Generalization
Unreinforced thermoplastics can be used for high-speed steel processing. For the enhanced plastic, use hard alloy steelwill be better. In all of the processes, the knife head should be keep sharp enough.
As the thermal conductivity of plastic is poor, we must ensure that the heat release as soon as possible. The best cooling method is cool through the head.
Dimension Stability
A prerequisite for obtain high-precision size is use semi-finished products which already got the internal stress processing. The inevitable generated heat when machining will lead to the release of internal stress, which leads to the workpiece deformation. in order to eliminate internal stress after the the roughing machining, if the amount of operation of the workpiece is too much, the part should be do an annealed processing before further machining. We can provide the specific annealing temperature for varieties of materials and parts .
Before processing required for high water absorption of the material (eg, nylon ), dehumidification processing .
Dimensional tolerances of plastic larger than the metal , it must also take into account the thermal expansion coefficient of plastic is much greater than the metal.
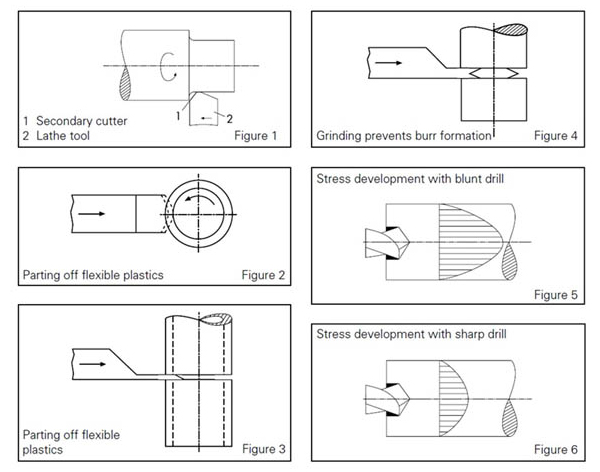
1. Turning
Tool structure data , please check the reference chart. Cutter structure data for reference. If have high requirement for the workpiece surface, the cutter head should design to be wide head as chart 4 shows.
When the machining thin and soft material, it is better to use the knife head as Figure 2 and 3 shows.
2. Milling
If the milling plane, milling flat end milling is more economical than circumference milling. Circumference and forming cutters, it should not be more than two chip blade, so as to keep the minimal deviation caused by the vibration of the blade, also ensure adequate space for cutter.
3. Drilling
Use twist drill: choose helix angle range 12 ° -16 °, in order to facilitate to chip removal , the spiral groove should be smooth.
When processing large diameter holes, drilling it step-by-step, use hollow drill or excise it directly. When drilling the solid material, should pay special attention to use a sharp drill bit , or the increasing pressure may cause parts cracked in the drilling process.
Compare to the non- enforeced materials, internal stress will be heavier when machining the enforced plastic, its impact strength lower, thus easier to crack.
In this way, if possible, heat the reinforced material to 120℃ more or less(heating time should be 1 hour for each 10mm think part). We also suggest to heat the nylon & polyester when machining.
4. Saw
Usually use the thin, sharp and wide sawteeth blade to saw the thick parts, it should be better to avoid the heat which generated by friction.
5 . Tapping
It’s better to use threading chaser to process the thread, use the he bidentate flowers knife can also avoid the flash.
We are not suggest to use die head chaser when tapping, as the die head chaser will be cut one more time when tapping back.
It should consider the machining allowance(it’s according to different material and diameter, refernce value is 0.1mm)
6 - Safety Specifications
If failure to observe this processing guide, the material may get partial over-heated, that may cause the plastic get degradation. Such like PTFE, if this material got degradation, it should use exhaust equipment to discharge the harmful gases. To prevent poisoning , t non-smoking must be reqruired in he processing plant.
* Note: Our application engineers’ suggestion, whether written or oral, all just hope to help your work goes better, we do not assume any responsibility and damage during the process, also the same in the third party protection.
Contact: Eva Jiang
Phone: +86 189 3326 4608
Tel: +86-755-89664362
Email: sales@energetic-industry.com
Add: No.601-11, Anbo Technology Baolong Industrial Zone, Baolong 4th Road, Longgang District, Shenzhen, China
